材料强度过高或过低的产品,工件在180~210HB的洗削性和洗削性都较好,对工件的表面质量也很好。在工件强度低于170HB或超过240HB的情况下,面向工件进行调质处理,以提高工件的切削性能。由于强度太低,洗削时常产生堆屑,造成拉刀断裂。洗削力太大,洗削时,切削力增加,长时间拉刀负荷过大,容易造成疲劳断裂。作业人员可以根据产品的切割形状来判断工件的洗刷性能。若为卷屑,则表明产品工件的切削性能良好;若为碎屑,则表示产品工件切削性能较差。

消除表面缺陷:拉削时表面产生鳞刺、纵向划痕、压痕、挤光、环形坡纹和啃刀等是影响拉削表面质量的常见缺陷,其形成原因很多,其中主要有:刃口钝化或微小崩刃、刃口粘屑,刀齿刃带过宽或宽度不均、前角太大或太小、拉削过程中产生振动。消除拉削缺陷,提高拉削表面质量的途径:1)提高刀齿刃磨质量,防止刃口微刃产生并保持刃口锋利。

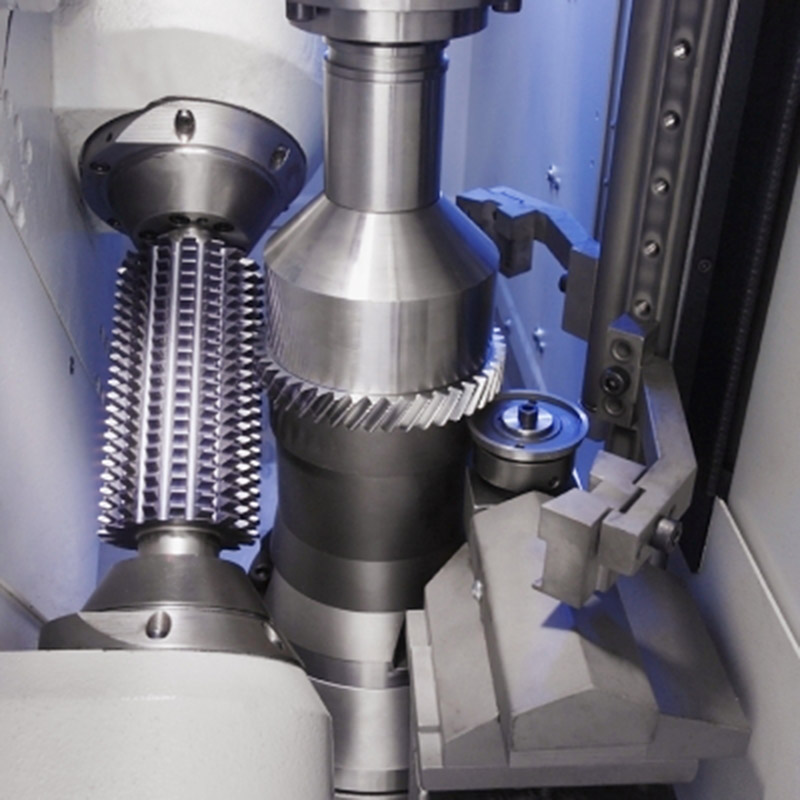
厂 滚刀的两边刃口是前边与侧铲表面的交线,它理应遍布在蜗杆螺旋式表面上,外螺纹齿侧边是渐开螺旋面,在与基圆柱体相交的随意平面图和渐开螺旋面的交线是一条平行线,其端模型是渐开线齿轮,渐开线齿轮蜗杆径向模型与渐开螺旋面的交线是曲线图,用这类基本上挤出机螺杆生产制造的滚刀,沒有齿型设计方案偏差,钻削的传动齿轮精度高。