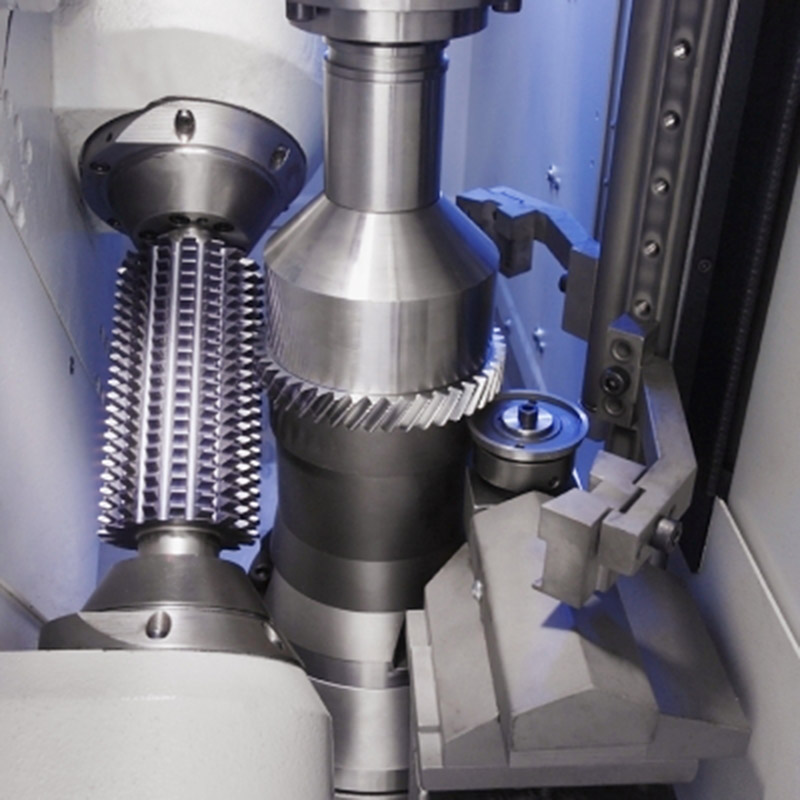
价格插齿刀在数控磨床上修磨。直齿插齿刀是用沙轮片的外圆面修磨,修磨时,筒夹应调节一个相当于插齿刀尺侧的视角,使前刃口圆锥母线平行面于沙轮片的外圆面的母线槽,插齿刀和沙轮片都绕本身的中心线旋转,沙轮片还沿本身的中心线方位往复式运动。

消除表面缺陷:拉削时表面产生鳞刺、纵向划痕、压痕、挤光、环形坡纹和啃刀等是影响拉削表面质量的常见缺陷,其形成原因很多,其中主要有:刃口钝化或微小崩刃、刃口粘屑,刀齿刃带过宽或宽度不均、前角太大或太小、拉削过程中产生振动。消除拉削缺陷,提高拉削表面质量的途径:1)提高刀齿刃磨质量,防止刃口微刃产生并保持刃口锋利。

在长刀座6上顺次布置了若干刀槽,为满足齿升量的不同要求,各刀槽的底面高度尺寸各不相同。加工时,切削平面与工件的回转轴线相互平行。由于可转位刀片的刃长较窄,而需加工的轴颈较宽,因此需将多个可转位刀片沿轴颈轴线方向并排布置,以到达轴颈宽 度,两相邻刀片应在相交处的左右各堆叠1部份,以保证加工后不留刀痕。